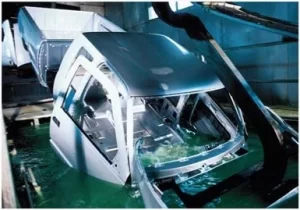
Traditional coating setups are hitting a wall. As the automotive industry shifts to electric vehicles, the parts are getting bigger, heavier, and far more complex. The star of this shift is the EV battery tray—a massive component with deep cavities, intricate cooling channels, and strict safety requirements. Most standard systems struggle with these parts. You might see uneven film thickness, trapped air bubbles, or failed salt spray tests. These issues don’t just waste paint; they stall your entire production. Is your current e coat line ready for this challenge? Or is it becoming the biggest bottleneck in your factory? Let’s look at why these trays are so difficult to coat and what features a modern e-coat line needs to get the job job done right.


Why EV Battery Trays are an “Electrocoating Nightmare”
EV battery trays aren’t just larger versions of standard car parts. They present unique physical and chemical challenges that can break a traditional e coat line.
The Faraday Cage Effect
The biggest hurdle is the “Faraday Cage” effect. Battery trays have deep, box-like structures and internal cooling fins. In a standard dip tank, the electrical field stays on the exterior surfaces. This leaves the deep corners and internal cavities with little to no paint. If your e-coat line lacks high “throw power,” you will see bare metal in the very places where corrosion starts first.
Trapped Air and “Carry-over”
Because these trays have complex geometries, they act like giant scoops. When they enter the tank, they trap air pockets. These air bubbles prevent the paint from ever touching the metal. When the tray leaves the tank, it often “drags out” expensive chemicals, contaminating the next stage of your e-coat line and driving up your material costs.
Extreme Salt Spray Standards
Safety is everything in EV manufacturing. A battery tray must protect the cells for a decade or more. Most OEMs now demand over 1,000 hours of salt spray resistance. If your film thickness varies by even a few microns across the tray, you will fail these tests. This leads to rejected batches and lost contracts.
3 Critical Features of a High-Performance E Coat Line
To handle these challenges, your e coat line needs more than just a bigger tank. It requires precision engineering and smart automation.
Advanced Tilting & Rotation Hoists
Stop thinking about simple “up and down” dipping. To coat a battery tray, you must tilt it as it enters and exits the bath. A modern e-coat line uses programmable hoists that rotate the part at specific angles. This movement forces air bubbles out and ensures the paint reaches every cooling channel. It also drains excess liquid quickly, which stops expensive “drag-out” waste.
Multi-Zone Programmable Rectifiers
Uniformity is the goal. You cannot use the same voltage for the entire tray. Instead, use a “multi-zone” approach. These rectifiers allow you to adjust the electrical current as the part moves through the tank. You can ramp up the power to “throw” paint into deep internal corners without burning the outer edges. This level of control is what separates a world-class e coat line from a basic one.
High-Volume Bath Circulation
Stagnant paint is your enemy. When a massive battery tray enters the tank, it displaces a huge volume of liquid. You need a high-volume e-coat tank system to keep the paint moving. Proper circulation ensures the chemistry stays consistent across every square inch of the part. If the bath stays homogenous, your film thickness stays within the tight tolerances required by EV manufacturers.


Solving the Aluminum Thermal Mass Challenge
Aluminum is a different beast compared to steel. It reacts differently to chemicals and takes much longer to heat up.
Pre-Treatment Compatibility
You cannot use a standard steel pre-treatment for an EV-grade e-coat line. Most manufacturers are moving toward Zirconium-based pre-treatments. These provide superior adhesion for aluminum parts and create a tighter bond for the e-coat layer. Without the right chemical stage, your paint might look perfect but will fail a simple adhesion test.
The Curing Gap
EV battery trays are dense and heavy. They act like a “heat sink” in your oven. While the thin edges of the tray might reach curing temperature in minutes, the thick center sections stay cold. If the metal doesn’t reach the required Peak Metal Temperature (PMT), the paint won’t cross-link. This leaves the most critical part of the battery housing under-cured and vulnerable to corrosion.
Smart Oven Design
A modern e coat line solves this with high-velocity air-flow and multi-zone curing. Instead of one long tunnel at one temperature, these ovens use sensors to track the metal temperature in real-time. This ensures every square inch of that massive battery tray reaches the exact temperature needed for a rock-solid finish.