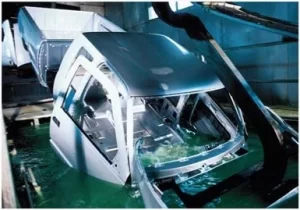
Most people only notice the massive tanks and conveyor belts when they look at a professional e coat line. But the real power behind a perfect finish comes from a smaller, quieter component: the rectifier.
Think of the rectifier as the engine of your entire system. It controls the electricity that pulls the paint onto your metal parts. If this power supply is unstable, even the best chemicals won’t give you a smooth finish. Let’s look at why this single piece of equipment is the true heart of your operation.


How Power Makes the E Coat Line Work
At its core, e-coating is an electrical process. The rectifier takes the high-voltage AC power from your factory and turns it into the steady DC voltage that your e coat line needs to function.
Think of voltage as the “push” that moves paint particles through the liquid. When you submerge a metal part, the rectifier creates a magnetic-like pull. This pull attracts the paint and locks it onto the metal surface. Without a consistent flow of power, the paint simply won’t move where it needs to go.
A high-quality rectifier ensures this “push” remains the same for every single part. Whether you are coating one small bracket or a thousand car doors, the electrical force stays steady. This reliability is what keeps your e coat line running without constant stops or manual tweaks.
Quality Control: Achieving the Perfect Thickness and Coverage
In any e coat line, uniformity means profit. A good rectifier does more than just “turn on” the paint; it controls the precision of your finish.
Think about paint thickness. If your voltage fluctuates, your paint layer will fluctuate too. A steady rectifier ensures a uniform film build across every inch of the part. This prevents “over-painting,” which wastes expensive materials, and “under-painting,” which leads to rust and customer complaints.
A high-performance rectifier also helps you reach “hidden” areas. Many metal parts have deep recesses, tubes, or complex corners that are hard to coat. This equipment provides the right electrical push to get paint into those tight spots. The result is a smoother, professional-grade finish that looks great and lasts longer.


Solving Pain Points: Reducing Defects and Rework
Nothing kills the profit of an e coat line faster than a high scrap rate. Many common coating defects aren’t actually “paint problems”—they are power problems.
If your electricity is unstable, you will see issues like “orange peel” or tiny pinholes on the surface. These defects often happen because the voltage spikes or drops during the coating stage. A precise rectifier allows you to “soft-start” the power. This prevents gas bubbles from getting trapped under the paint, giving you a clean, flat finish every time.
A well-calibrated rectifier also prevents “edge burn.” On sharp metal corners, electricity tends to gather too heavily. Without the right control, the paint on those edges will burn or become too thick. By stabilizing the electrical environment of your e coat line, you stop these errors before they happen. This means fewer parts to strip and re-coat, saving you both time and expensive chemicals.