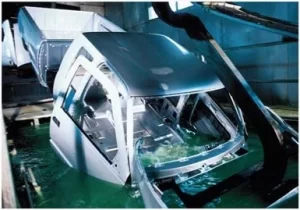
The balance between your conveyor speed and coating chemistry is the heartbeat of a successful finishing operation. In a perfect setup, the mechanical movement of the chain and the electrochemical reaction in the e-coat tank work in total harmony. However, even a small timing error can quickly disrupt this flow.
When your conveyor speed drifts out of sync with the required dwell time, you face more than just a minor delay. This mismatch directly affects how the paint bonds to the metal. If the parts move too fast or stay too long, the coating quality will suffer. We will breakdown looks at why these two systems fall out of alignment and what it means for your production quality.


Understanding the Mechanical vs. Chemical Constraints
To get the coating right, you must manage two different forces: the mechanical pull of the chain and the chemical reaction in the tank. If these two don’t match, the entire process breaks down.
Conveyor Pitch and Velocity
The conveyor system determines how fast parts travel through the plant. Most systems use a Variable Frequency Drive (VFD) to control the motor speed. However, speed is only half of the story. You also have to consider the “pitch,” or the distance between each hanger. If you change the spacing between parts to increase production, you might inadvertently change how the system handles the load, even if the motor speed stays the same.
The Science of Dwell Time
Inside the e-coat tank, time is a fixed chemical requirement. The paint particles need a specific window—usually between 120 and 180 seconds—to migrate to the metal and form a solid layer. This is called the “dwell time.” If the part leaves the e-coat tank too early, the electrochemical reaction stops before the film reaches the right thickness. You cannot simply “turn up the voltage” to compensate for a fast conveyor; the chemistry needs that physical time to settle correctly.
The Formula for Synchronization
Syncing these systems requires a simple calculation. You take the effective length of your e-coat tank and divide it by your conveyor speed. For example, if your tank is 6 meters long and your line moves at 2 meters per minute, your parts have exactly 3 minutes of dwell time.
| Line Speed (m/min) | Effective Tank Length (m) | Dwell Time (sec) |
| 1.5 | 4.5 | 180 |
| 2 | 4.5 | 135 |
| 3 | 4.5 | 90 (Too Short!) |
If you increase the line speed to meet a deadline without extending the tank or adjusting the chemistry, your dwell time drops, and your coating quality will follow.

Root Causes: Why the Sync Fails in Industrial E-coat Lines
Even the best-designed systems can lose their rhythm over time. Mechanical wear and control glitches are usually the main reasons your conveyor stops matching your chemistry needs.
Variable Chain Stretch
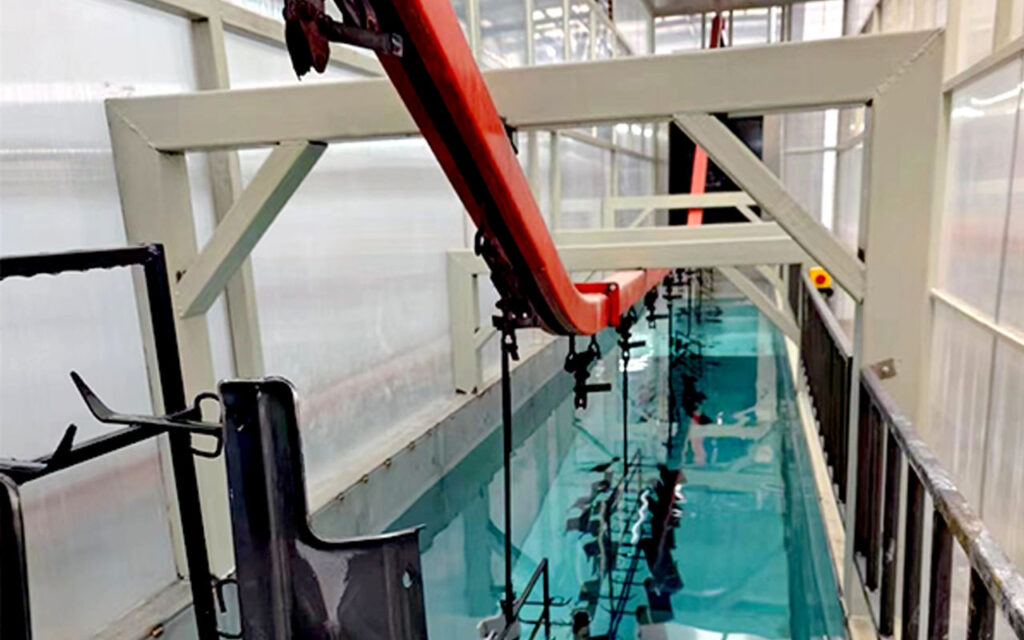
Industrial conveyors cover a lot of ground, often traveling through high-heat ovens and chemical zones. Over months of heavy use, the metal links in the chain actually stretch. This “chain stretch” creates micro-fluctuations in speed. The motor might turn at a constant rate, but the chain itself “surges” or jerks forward. These tiny jumps change the exact second a part enters or exits the e-coat tank, making your dwell time inconsistent from one part to the next.
Inconsistent Part Spacing (Pitch)
Sometimes the problem isn’t the machine, but how you load it. If your team hangs parts at irregular intervals, it changes the weight load on the conveyor drive. A heavily loaded section of the chain might move slightly slower than a lightly loaded one. When these unevenly spaced parts hit the e-coat tank, the “drag” on the system fluctuates, which throws off the timing for the entire batch.
PLC and Drive Lag
Your control system (the PLC) and the motor drive (VFD) need to talk to each other perfectly. However, communication lags can happen, especially during the morning ramp-up or when the line slows down for a break. If the software tells the motor to hit 2.0 meters per minute, but the mechanical drive takes too long to reach that speed, the first few hangers will spend too much time in the e-coat tank. This lag creates a “hidden” error that doesn’t show up on your main control screen but ruins your coating consistency.
Technical Consequences of Incorrect Dwell Time
When the timing fails, the coating quality drops immediately. These errors usually lead to physical defects that you can see and measure.
Under-immersion Risks
If the conveyor moves too fast, parts leave the e-coat tank before the paint can finish its work. This short immersion time means the film stays too thin. You will notice poor “throw power,” which means the paint fails to reach inside the corners or recessed areas of your parts. Without enough paint thickness, the metal lacks proper protection and will rust much sooner than expected.
Over-immersion (The “Redissolution” Effect)
Staying too long in the e-coat tank is just as bad as leaving too early. The electrocoating process relies on a delicate balance of electricity. If a part sits in the bath for too much time, the thickness can build up too fast and then start to “rupture.” In some cases, the chemicals in the tank may even begin to dissolve the paint that has already settled on the metal. This leaves the surface looking rough, chalky, or full of tiny pinholes.
Thermal and Chemical Imbalance
Consistency is key for a stable bath. When parts move through at irregular speeds, it creates “hot spots” or chemical spikes in the e-coat tank. For example, if a heavy part stays in the tank too long, it can pull more current than the rectifiers intended. This extra electricity generates heat, which raises the temperature of the bath locally. If the temperature fluctuates too much, the paint chemistry can degrade, leading to long-term stability issues for your entire production line.